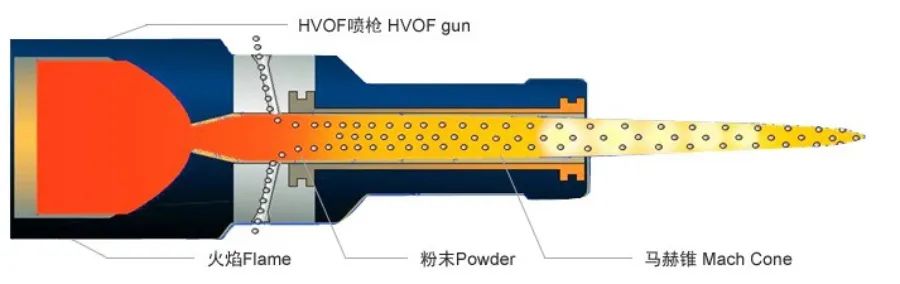
超音速火焰喷涂是将气态或液态燃料与高压氧气混合后在特定的燃烧室或喷嘴中燃烧,产生的高温、高速的燃烧焰流被用来喷涂,其喷枪由燃烧室(使喷涂材料粒子得到充分加热加速)、Laval喷嘴(将焰流加速到超音速)和等截面长喷管(使喷涂材料粒子得到充分加热加速)三部分组成。由于燃烧火焰的速度是音速的数倍,目视可见焰流中明亮的“马赫节”,因而一般都称HVOF为超音速火焰喷涂。
超音速火焰喷涂是1981年美国的Browing发明的一种新型热喷涂技术,与常规火焰喷涂不同的是超音速火焰喷涂采用特殊设计的燃烧室和喷嘴,驱动大流量的燃料并用高压氧气助燃,从而获得了极高速度的燃烧焰流。采用液态燃料的喷枪,又称作高压超音速火焰喷涂(HP-HVOF),其燃烧压力可达8.2巴,火焰速度7倍音速以上。
超音速火焰喷涂碳化钨涂层由于可以快速地沉积硬度较高的耐磨损耐腐蚀涂层,从而被认为是有可能替代电镀硬铬层,其替代电镀硬铬的综合性包括涂层对基体疲劳性能的影响、涂层的摩擦磨损和韧性等。
超音速火焰喷涂因为耐磨损和腐蚀、表面平滑(近乎喷涂),化学性质均匀,空隙率低,在工业中得到了广泛的应用,特别是航天航空以及石油工业等一些对涂层性能要求较高的领域。
超音速火焰喷涂的工作原理
燃气与氧气的混合气体在高压下被送至位于喷枪出口处的点燃区并点燃。环状流动的热气流受到外围压缩空气流的压缩,使之加速形成超音速火焰。粉末在载气的作用下被送到喷枪的出口处,进入燃烧火焰中,形成涂层,.超音速火焰喷涂设备由喷枪、送粉器、控制系统、热交换系统和各种管路五部分组成,属紧凑型喷涂设备,具有操作简单、工作稳定、燃耗低、涂层性能好的特点。
超声速火焰喷涂的优势
1、涂层硬度大、喷涂WC-Co涂层的显微硬度(HV)最高可达1600,和烧结材料相当。有效地使用动能和控制的热输出,致密性好,结构精密均匀,孔隙率很低(小于1% )。涂层残留内部应力小,因此喷涂的厚度是用一般的热喷涂获得的涂层的厚度所达不到的。涂层和基材结合力强,有些能超过83 MPa(12,000 PSI)。WC-CoCr是在WC-Co上发展起来的,其特点是具有良好的抗腐蚀性能,具有抗疲劳和耐摩擦磨损性能。
2、超音速火焰喷涂具有工艺性好(喷涂距离150~380mm)、火焰温度低(一般在2900~3300℃之间)、粒子速度更高的特点,火焰及喷涂粒子速度可达2000m/s,喷涂粒子可超过650m/s。相比等离子喷涂和电弧喷涂来说温度较低,粒子与周围大气接触时间短,粉末氧化、烧损小。适合喷涂碳化物等易氧化粉末材料。
3、超音速火焰喷涂碳化钨涂层具有良好的抗高温氧化和耐冲蚀性能。采用HVOF制备的WC-17Co、WC-12Co、NiCrBSi+35WC涂层具有非常良好的抗高温氧化性能和耐冲蚀性能。其中WC-17Co涂层表现出优良的抗冲蚀能力。
4、超音速火焰喷涂碳化钨涂层具有较高的抗热疲劳性能。采用HVOF技术喷涂碳化钨涂层,并对涂层的抗热疲劳行为进行研究。试验结果表明HVOF涂层经过热震试验后涂层均保持完好无损未出现裂纹及剥落等任何缺陷。这充分说明了HVOF涂层具有非常高的抗热疲劳性能。
5、与爆炸喷涂相比,超声速火焰喷涂虽然也是采用燃料燃烧形成超声速气流,但后者是连续、均匀的高速焰流,前者则是脉动的,还必须同步脉动地用惰性气体清除枪管中的残余燃气。
6、涂层耐磨损、抗腐蚀性能好,通常表面磨光平滑,也可以被磨光和/或超磨光。
7、设备操作简单灵活、易于保养。可喷涂各种规格和形状的物体,特别适合于大面积涂层,并可在野外作业。
采用超音速火焰喷涂工艺,选用陶瓷材料,在导辊表面喷涂陶瓷涂层,加工保证涂层厚度不低于0.6mm,表面粗糙度能达到Ra0.8,保证涂层结合良好,无砂眼、气孔、剥离等现象,有效提高经过热喷涂加工后导辊的表面使用强度。
超声速火焰喷涂的不足
作为一种表面处理技术,超声速火焰喷涂也存在许多不足之处,主要体现在:
1、材料利用率低、浪费大;
超声速火焰喷涂WC-Co粉末时,沉积效率通常低于45%,而喷涂NiCr-Cr3C2时,沉积效率仅为30%~40%左右,大大增加了涂层材料的消耗和成本。虽然由于超声速火焰喷涂形成压应力涂层,因而理论上能喷涂厚涂层,但实际上,如喷涂第一层WC-Co涂层后,由于涂层硬度高,对随后喷涂的WC-Co颗粒的反弹力大,会使沉积效率进一步下降。
2、喷涂层与基板之间的粘结强度低,不能承受交变载荷和冲击载荷;
3、基材表面处理必须高;
4、超音速火焰喷涂过程受各种条件的影响,没有有效的涂层质量检测方法;
5、适宜喷涂的材料较少;
超声速火焰喷涂技术具有高速低温的特点,在喷涂Co-Wc粉末以及低熔点TiO2陶瓷粉末时,可以保证粉末在喷涂中更少的氧化和失碳,从而使涂层有更高的硬度和更好的耐磨损性。但其无法熔融高熔点陶瓷粉末材料;喷涂金属或合金粉末时,成本太高,体现不出优越性。
6、对喷涂粉末的粒度要求高,喷涂时颗粒飞行速度很高,火焰温度又较低,要求粉粒尺寸小(10~53>um)、分布范围窄,否则不能熔化。
7、供气系统庞大,操作不方便,噪音大(大于120dB),需有隔音和防护装置。
超声速火焰喷涂气体消耗量大(通常大于90m3/h),通常为普通火焰喷涂的数倍至10倍,即使采用液体燃料如煤油,氧气用量也很大,需采用“汇流排”管网供气。若用气体燃料,供气装置就更大了。
8、工件受大流量燃气连续喷射,使工件基体受热量大。热效率低,燃料高强度燃烧产生的热能大量被冷却水或冷却用空气带走;高速焰流的热能,因粉末在焰流中停留时间短,热交换并不充分,也影响热能利用率。

新发展的超声速火焰喷枪,采用压缩空气作助燃气体,称为高速空气燃料喷涂(HVAF),它可以大大减少氧气消耗和成本,简化供氧设备,不需水冷却,而且燃烧火焰温度降低,喷涂WC-Co类易氧化高耐磨涂层时,碳化物的烧损减少,涂层质量更好,但是要配10m3以上的空气压缩机。
 (0)
(0)